 +90 (535) 543 76 74
+90 (535) 543 76 74 DÜZ CAM
DÜZ CAM RENKLİ CAM
RENKLİ CAM REFLEKTİF CAM
REFLEKTİF CAM LOW-E / SOLAR LOW-E CAM
LOW-E / SOLAR LOW-E CAM TEMPERLİ CAM
TEMPERLİ CAM DEKORATİF CAM
DEKORATİF CAM LAMİNE CAM
LAMİNE CAM ÜÇLÜ CAM SİSTEMİ
ÜÇLÜ CAM SİSTEMİ ÇİFT CAM SİSTEMİ
ÇİFT CAM SİSTEMİ LAMİNASYON İŞLEMİ
LAMİNASYON İŞLEMİ HAVALİMANLARI
HAVALİMANLARI HASTANELER
HASTANELER ÜNİVERSİTE & OKUL
ÜNİVERSİTE & OKUL OTELLER
OTELLER ALIŞVERİŞ MERKEZİ
ALIŞVERİŞ MERKEZİ KONUT İNŞAATI
KONUT İNŞAATI KONUT & İŞ MERKEZİ
KONUT & İŞ MERKEZİ DİĞERLERİ
DİĞERLERİKESME İŞLEMİ
Müşteri memnuniyetini ön planda tutarak uzun yıllardır faaliyetlerimize devam etmekteyiz.
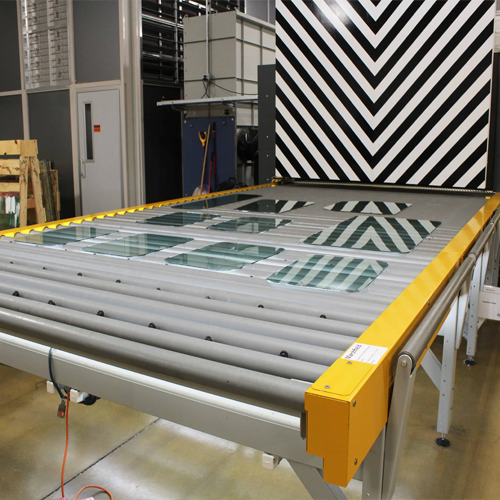
KESME İŞLEMİ
Camlarda mikro olukların işlenmesi için bilyalı parmak frezelerle kesme işlemleri tartışılmaktadır. Kesimin başında ve sonunda kesici dönüşü sırasında 1 μm’den daha az deforme olmamış talaş kalınlığında bir yüzey perdahlanır. Frezeleme işlemi cam işlemeye uygulanır. Çatlaksız bir yüzey, 10 μm’den daha büyük bir eksenel kesme derinliğinde bitirilebilir. Cam neredeyse hiç elastik deformasyona uğramadığından, cam işlemede kesme kenarındaki pürüzlülüğün yüzey kalitesi üzerinde metal işlemeye göre daha büyük bir etkisi vardır. Takımın dönme ekseni, yüzey kalitesini iyileştirmek için eğimlidir. Kesme işlemleri, kenar pürüzlülüğü dikkate alınarak takım eğiminin işlenen yüzey üzerindeki etkisini gösterecek şekilde modellenmiştir. Takım eğimi, sunulan modelde kenar pürüzlülüğünün neden olduğu yüzey kalitesindeki bozulmayı telafi eder. Yüzey kalitesinin iyileştirilmesi, takım eğimi ile yapılan kesme deneylerinde doğrulanmıştır.
KESME İŞLEMİ
Camlarda mikro olukların işlenmesi için bilyalı parmak frezelerle kesme işlemleri tartışılmaktadır. Kesimin başında ve sonunda kesici dönüşü sırasında 1 μm’den daha az deforme olmamış talaş kalınlığında bir yüzey perdahlanır. Frezeleme işlemi cam işlemeye uygulanır. Çatlaksız bir yüzey, 10 μm’den daha büyük bir eksenel kesme derinliğinde bitirilebilir. Cam neredeyse hiç elastik deformasyona uğramadığından, cam işlemede kesme kenarındaki pürüzlülüğün yüzey kalitesi üzerinde metal işlemeye göre daha büyük bir etkisi vardır. Takımın dönme ekseni, yüzey kalitesini iyileştirmek için eğimlidir. Kesme işlemleri, kenar pürüzlülüğü dikkate alınarak takım eğiminin işlenen yüzey üzerindeki etkisini gösterecek şekilde modellenmiştir. Takım eğimi, sunulan modelde kenar pürüzlülüğünün neden olduğu yüzey kalitesindeki bozulmayı telafi eder. Yüzey kalitesinin iyileştirilmesi, takım eğimi ile yapılan kesme deneylerinde doğrulanmıştır.
Günümüz teknolojisi, mümkün olan tüm cam şekillerinin tamamen otomatik olarak kesilmesini sağlasa da, yine de manuel çalışmaya ihtiyaç duyulmaktadır.
Cam kesimi, kesme makinelerinde veya elle yapılır.
Cam kesme mekanik süreci
Mekanik kesim, Bottero ve Bavelloni kesme makinelerinde gerçekleştirilir.
Mekanik kesim için Alcim optimizasyon programı ile önceden hazırlanabilecek veya makinenin kendi yazılımı kullanılarak operatörün kendisi tarafından yapılabilecek bir plan yapılması gerekmektedir.
Cam frezeleme, biyo ve kimya endüstrilerinde kullanılan mikro test cihazlarının bir malzemesi olan cam üzerine mikro oluk makinesine sunulmaktadır. Camın frezeleme işlemleri, kesicinin dönüşü sırasında kesme kuvvetlerinin değişimi ile tartışılmaktadır. Ölçülen kesme kuvvetleri, frezeleme işlemlerinin sünek-kırılgan karmaşık modda gerçekleştirildiğini kanıtlar. Mikro oluklar, daha sonra, tungsten karbürden yapılmış bilyalı parmak frezeler ile cam plaka üzerinde 10 μm’den daha fazla bir kesme derinliğinde işlenir. Kesici ekseni, yüksek kesme hızlarında çatlaksız bir yüzey bitirmek için besleme yönünde eğimlidir. Kesici eksen eğimi ile kesme işlemi bir model sunularak tartışılmıştır. Kesme koşullarının yüzey kalitesi üzerindeki etkisi kesme deneylerinde gösterilmiştir. Uygulanabilir kesme koşullarında cam frezelemede yüzey pürüzlülüğü 100 nm’den azdır. Ardından, cam plakalar üzerindeki mikro kanalları işlemek için yedi eksenli kontrollü bir takım tezgahı yapılır. Mikro test cihazlarının imalatına cam frezeleme uygulamak için bir işleme örneği gösterilmiştir.


 +90 (262) 375 32 11
+90 (262) 375 32 11